���ƶ����谸�����ƶ��������ƶ���Ԫ�ڸ�����ҵ�е�Ӧ��(��) 3.2 ��Ƶ������ϵͳ���
���������㵹��ˮʱ�����б�Ƕ�1200����������ֹͣ��������Ƶ���϶��綯�������ƹ������е�λ�ã�ͬʱ�Ա�Ƶ����������Ҫ��ǿ����Ƶ��EV2000-4T0750G��������150�������1���ӣ�200�������0.5�룻4���ٶ�������������ת���У��������Ƶ��30HZ����������ʱӦȷ����ȷ���У�����ʱ���ƶ���Ԫ�����ٶȲ�����10HZ����ֹ�������������ٶȹ�����ɻζ�������ת������ת�����ǹ����Ļ�е�豸�����������������ֹ�����IJ�����
�ٶ�ƥ�䣺ǰ���������١������١������١���ֹͣ�������ˡ������١������١������١���ֹͣ���ٶ�ƥ�乤�ձ�Ƶ��������ԭ����ͼ2��ʾ��
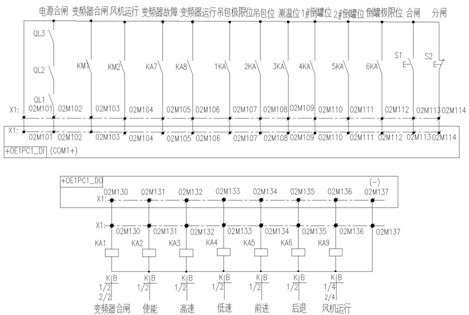
ͼ2�������㵹��ˮ�ٶ�ƥ��
�����¯����ˮʱ����ˮ��������¯�����ڣ��ۣ���Ӧ����һ�����룻����¯��Ӧ��װ������ˮ��������0.4mʱ����Ӧ������ˮ������¯����ʱ��Ӧ��������Ѷ�ţ�����¯��ά��¯�����ˡ�������ˮ��δͣ��λʱ����Ӧ�㶯������ȴˮ©�����¯ʱ��Ӧ��ˮ������Ϸ�����¯������������վ����ʱ��Ӧȷ��������������������ˮ��ȷ��λ��������������Ҫ������������λ����ˮ�����ɿ���������λ��
�ġ�����¯������������Ƶ��Ӧ��
��������¯���������������������̣�װ�Ϲ����D�D�����Ƹֻ��D�D��¯�Ƹֻ��D�D����¯���ȨD�D���ֻ��D�D���Ϲ�����
4.1������������
���������̲���˳������˳����λ������PROFIBUS-DP���߿��Ʊ�Ƶ����SM-PROFIBUS-DP����������������TDS-PA01ͨѶ���Ʊ�Ƶ�����ƶ����������Ƶ����ת�١�PROFIBUS-DP����ͨ����TD3000��Ƶ����״̬�֡���ȡ���������������֡��ķ��ͣ�ʹ��װ�Ϲ��������Ϲ���ͬ���������У���ͼ3��ʾ��
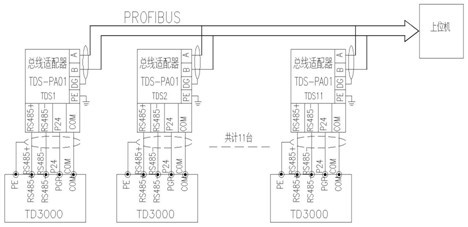
ͼ3��������Ƶ�����Զ���ϵͳ
4.2����ͬ������ϵͳ����
���������ǰѸ������͵�����¯�н��м����ڰѸ����˳������������豸��ѡ�ð�Ĭ��CT TD3000ϵ�б�Ƶ��������̨���ͬʱͬ���������ƶ�������֤ʸ�����Ƶľ��ȣ�ͨ��PROFIBUS-DP���߿��ơ�����¯�ǶԸ�������Ԥ�ȼ��ﵽ�������ȡ�����ȴ�����Ч������߲�Ʒ��������߱���ļ��ȵ��˻����𣩺���֯��ȷ�Ⱦ��ȣ����ȹ�����ʹ�ֵ���֯�ṹ�õ����õ����ƣ��Ż�����������������¯������������Ƶ���������2��ʾ����Ĭ��CT��Ƶ���ڰ�������������1#��3#�����߹���������Һװ�ø�����Ӧ��EV2000-4T2800��Ƶ�� 6̨��
�塢������
��Ĭ��CT��Ƶ���ڰ��ּ��Ź�˾��Ӧ�ã���ֵ��������������պͻ�е�豸��Ҫ����ʾ��Ƶ����Խ�����ܺͼ��ߵĿɿ��ԣ��õ��û��ĺ������������ḻ�Ĺ�ģ������Ӧ�������˰�Ĭ��CT��Ƶ�����ƶ���Ԫ������ģ��ʽ���������ij��죬չʾ����������������Ӧ�̵Ĵ��ģ��ҵ���������Ʒ�Ƽ������ơ�

���������ݲ������http://www.burbund.com/ԭ��������ת����ע�������� |
